2020年5月28日
2026年3月
2026年1月
2025年1月
2024年1月
2023年1月
2022年1月
2021年1月
2020年12月
2020年6月
2020年5月
2020年1月
2018年10月
2018年1月
2017年9月
2017年7月
2017年1月
2016年7月
2016年2月
2016年1月
2015年12月
2015年11月
2015年10月
2015年9月
2015年6月
2015年5月
2015年2月
2015年1月
2014年12月
2014年11月
2014年10月
2014年9月
2014年8月
2014年6月
2014年5月
2014年4月
2014年3月
2014年2月
2013年12月
2013年11月
2013年9月
2013年8月
2013年7月
2013年6月
2013年5月
2013年4月
2013年3月
2013年2月
2013年1月
2012年12月
2012年11月
2012年10月
2012年9月
2012年8月
2012年7月
2012年6月
2012年5月
2012年4月
2012年3月
2012年2月
2011年6月
2011年5月
2010年12月
2010年6月
2010年5月
カテゴリー
note
ニュースリリース
プロジェクト
モノづくりの間接的なところですが・・・
ロボット
多脚ロボット開発プロジェクト
大学・研究機関等
少し先の未来を創る
新しいものづくり
日々の気づき
未分類
板金豆知識
環境ニュース
精密板金ワークショップ
ツイートする
【加工事例】アルミのTig溶接
アルミニウムの溶接に関して
海内工業では、20年以上前から医療機器のアルミ筐体の溶接をやっています。
アルミのTIG溶接、アルミのスポット溶接、ともに、長年の実績があります。
部品としては、医療機器のカバー、ロボットの筐体などの案件を多くもらっております。
軽さと強度が求められる部分での需要があるのだと感じています。
アルミの材料に関しては、下記リンク先を参照ください。
アルミニウム関して
上記の画像は、2018年CEATECでのコマツさまの展示物になります。
オールアルミの巨大コックピットになります。
コマツ CEATEC JAPAN 2018 「遠隔操作POD」の製作
材質
材質としては、
A1000系の純アルミ系
A5000系のAl-Mg系
などを多く行っています。
アルミの溶接は、一般的に難しいと言われています。
それは、他の金属よりも融点が低いこと、熱伝導率がとても良いことなどから
溶け落ちが発生したり、歪が生じやすいからです。
海内工業では、熟練の加工者が、溶接を担当しています。
アルミの材質を熟慮して、歪を考慮した溶接順序、溶接方法、仕上げ方法で加工しております。
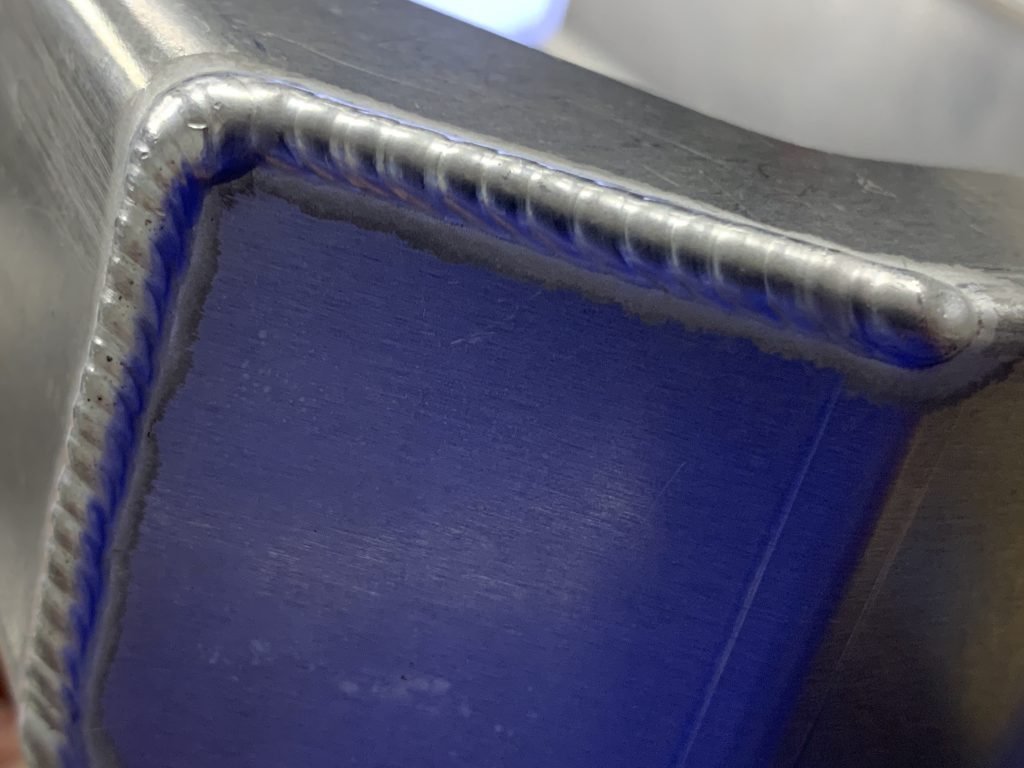
上記は、仕上げる前のアルミ溶接です。
溶接ビードがキレイです。
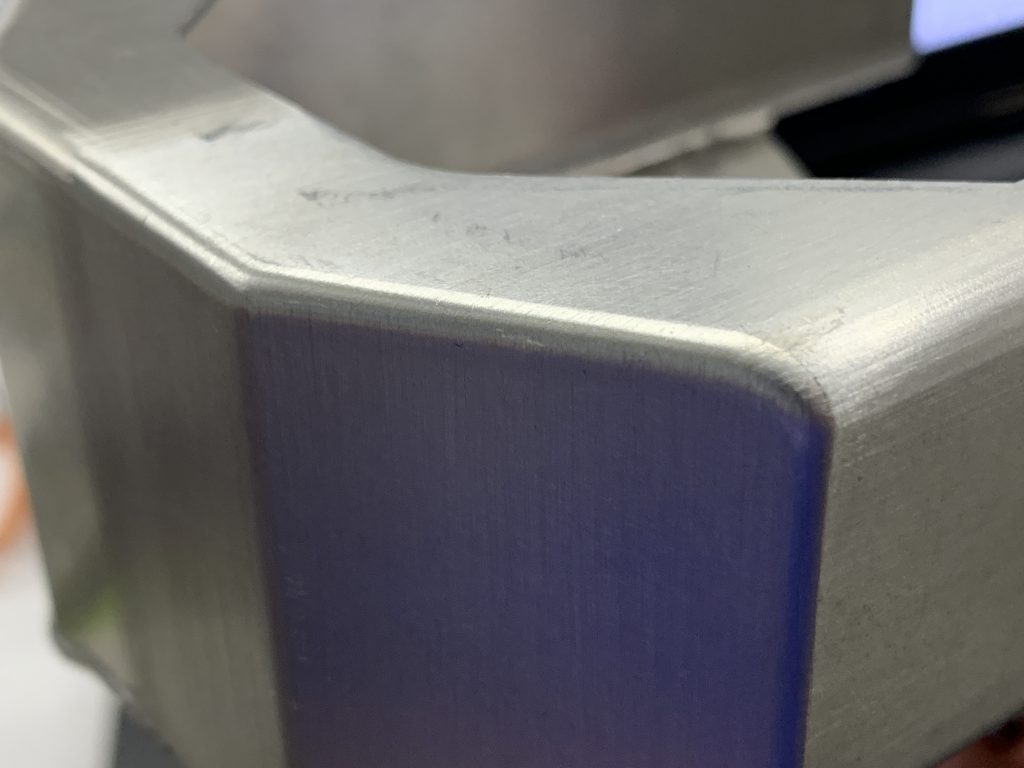
こちらは、仕上げ後になります。
仕上げると、強度は、もちろん落ちますが、美観の必要なカバーなどは、仕上げが必須となります。
強度を保持しながら、歪を少なくして、仕上げの良い物を製作する。
これは、表の溶接部を削って仕上げるため、接合箇所が、もちろんのこと薄くなります。
ですので、裏に(内側に)「うらなみ」を出すことが強度を保持するために必要になります。
海内工業では、そのあたりも確実な物を製作して、ご提供しております。
仕上げ後に、塗装処理すると上記のようになります。
アルミ溶接した物の表面処理ですが、一般的には、塗装が多いかと感じています。
中には、アルマイト処理をする物もありますが、溶接箇所のシミなどが発生する可能性があります。
アルミの外観品などの実績も多数ありますので、用途や見え方なども様々ご提案できるかと思います。
アルミの筐体やアルミの溶接にお困りのことがあれば、一度ご相談ください。
お問い合わせは、こちらから
お問い合わせ
Skype、Zoom、hang out Meet 、各種対応しますので、お問い合わせの際に、
「オンライン打ち合わせ希望」と書いて送ってください。
精密板金の設計などにお悩みの方は、下記の記事を参考にしていただけると幸いです。
板金豆知識まとめページ
ステンレスのバネ材について
タップ加工、ネジ穴について
3次元CADを導入しました
曲げの限界加工について 金型干渉編
曲げ加工限界 曲げと穴位置の関係編
さらに詳しく知りたい方へ
精密板金の情報サイト
BANKIN GUIDE
<< 板金部品のアルマイト処理に関して
曲げ加工 コイニングとボトミングの違いって何? >>