2013年1月28日
2025年1月
2024年1月
2023年1月
2022年1月
2021年1月
2020年12月
2020年6月
2020年5月
2020年1月
2018年10月
2018年1月
2017年9月
2017年7月
2017年1月
2016年7月
2016年2月
2016年1月
2015年12月
2015年11月
2015年10月
2015年9月
2015年6月
2015年5月
2015年2月
2015年1月
2014年12月
2014年11月
2014年10月
2014年9月
2014年8月
2014年6月
2014年5月
2014年4月
2014年3月
2014年2月
2013年12月
2013年11月
2013年9月
2013年8月
2013年7月
2013年6月
2013年5月
2013年4月
2013年3月
2013年2月
2013年1月
2012年12月
2012年11月
2012年10月
2012年9月
2012年8月
2012年7月
2012年6月
2012年5月
2012年4月
2012年3月
2012年2月
2011年6月
2011年5月
2010年12月
2010年6月
2010年5月
カテゴリー
ニュースリリース
プロジェクト
モノづくりの間接的なところですが・・・
ロボット
多脚ロボット開発プロジェクト
大学・研究機関等
少し先の未来を創る
新しいものづくり
日々の気づき
未分類
板金豆知識
環境ニュース
精密板金ワークショップ
ツイートする
板金設計のための精密板金豆知識 曲げ加工限界 曲げと穴位置の関係編
曲げと穴位置の限界加工の関係です。
組立て時に、シャフトが通らない、ネジが固くて入らないという時はありませんか?
それは、曲げ加工の際に、曲げ部と穴の距離が近いと、穴が変形してしまうからです。
もちろん加工の際に修正はしていますが、、、これも大変な作業になります。
なぜ変形するのか?
それは、曲げ加工が、圧縮の力と引張りの力が1枚の板の裏表に同居した塑性変形だからです。
この縮みと引っ張りがイタズラします。
曲げモーメント
で検索すると詳しく出てくると思います。
変形
穴が曲げの位置に近いと、板の外側は、引っ張られてダレてしまい、内側は、圧縮されてしまいます。
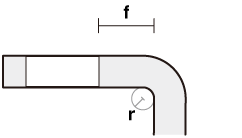
曲げ位置と穴の距離関係
この穴位置と曲げの位置の限界加工の関係ですが、
f(穴の端から曲げの内側の距離)
=板厚×1.5+r(曲げの内R)
という式で変形しない距離の位置関係が、求められます。
あくまで参考値ですので、タップや公差の入った穴であれば、
安全を見て+1.0㎜した方が良いと思います。
また、以前書いた
ダレ側とカエリ側
というところも関係しますので、
表面がカエリ側になりますとダレやすくなりますので、注意が必要です。
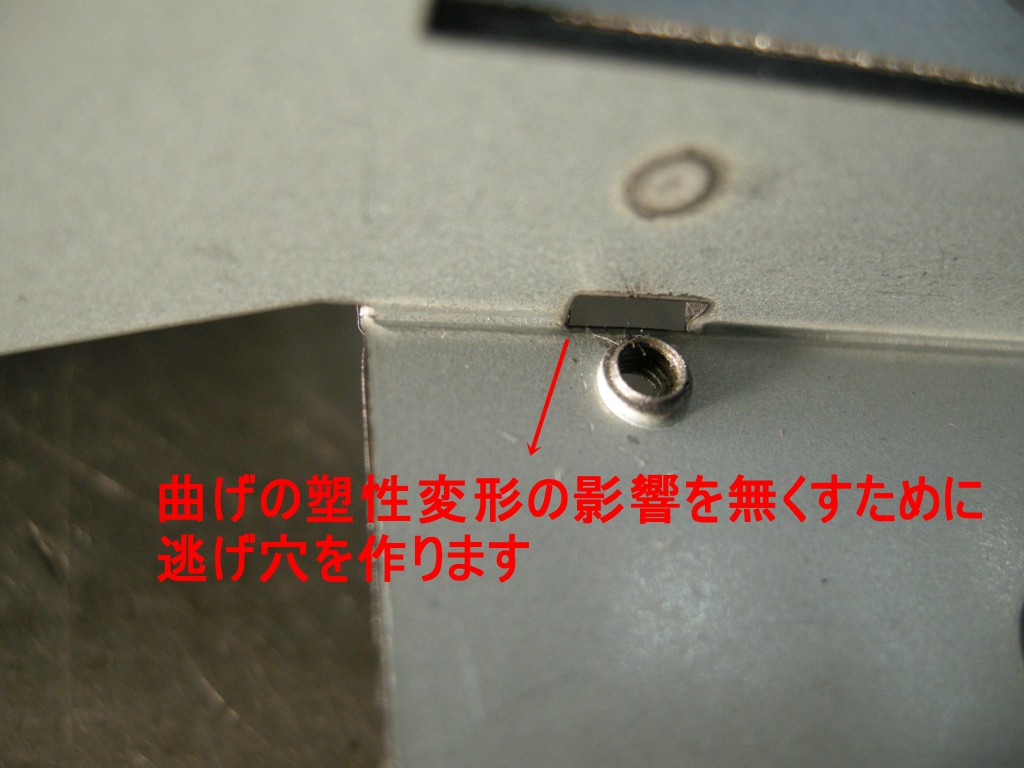
どうしても内側に穴必要な場合は
どうしても、この位置よりも内側に穴が欲しい場合は、
写真のような角穴を開けて逃げをつくりましょう。
他にも、変形せずに曲げる方法があるのですが、この方法が一番コストがかかりません。
少しの工夫で加工コストが変わってきますし、組立て時に、
シャフトが通らない、タップが固いなどの障害も減ると思います。
オンライン精密板金相談
始めました!!
Skype、Zoom、hang out Meet 、各種対応できますので、
お問い合わせの際に、
「オンライン打ち合わせ希望」
と書いて送ってください。
海内工業の日々の取り組みは
こちら
から
板金豆知識まとめページ
ステンレスのバネ材について
チタンの板金加工に関して
タップ加工、ネジ穴について
アルミのTIG溶接に関して
3次元CADを導入しました
曲げの限界加工について 金型干渉編
曲げ加工限界 曲げと穴位置の関係編
さらに詳しく知りたい方へ
精密板金の情報サイト
BANKIN GUIDE
<< 脱「待ち工場」!2月は展示会やイベントに参加します!
作ってみました チタン(TP270)名刺スタンド >>