ネジ穴シリーズが最近続いていますね
でも大事なことですのでね
被る内容はあっても書いていきます(・∀・)
締結方法のうちもっともポピュラーなのがネジでの締結です
一番お手軽で安価です♪
今回は、そのタップ加工(ネジ穴加工)の下穴径についてです。
以前、こちらの記事で切削タップと転造タップの違いについて
説明しましたが、下穴の大きさも違ってきます。
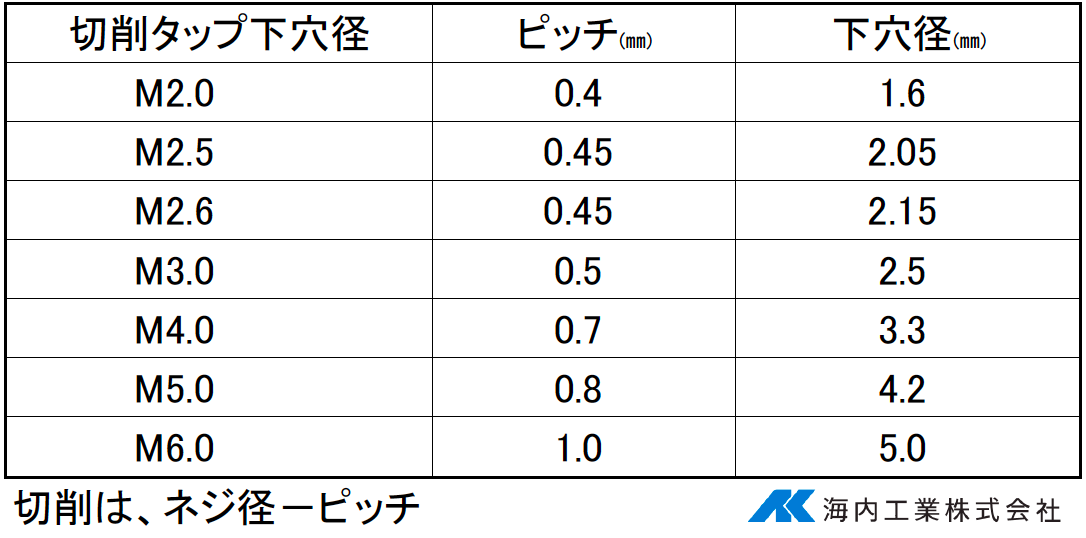
*お詫び M2.5 M2.6のピッチが間違っていました m(__)m
セルの設定ミスで、小数点第2が四捨五入されてしまっていました
(2013/12/19 修正)
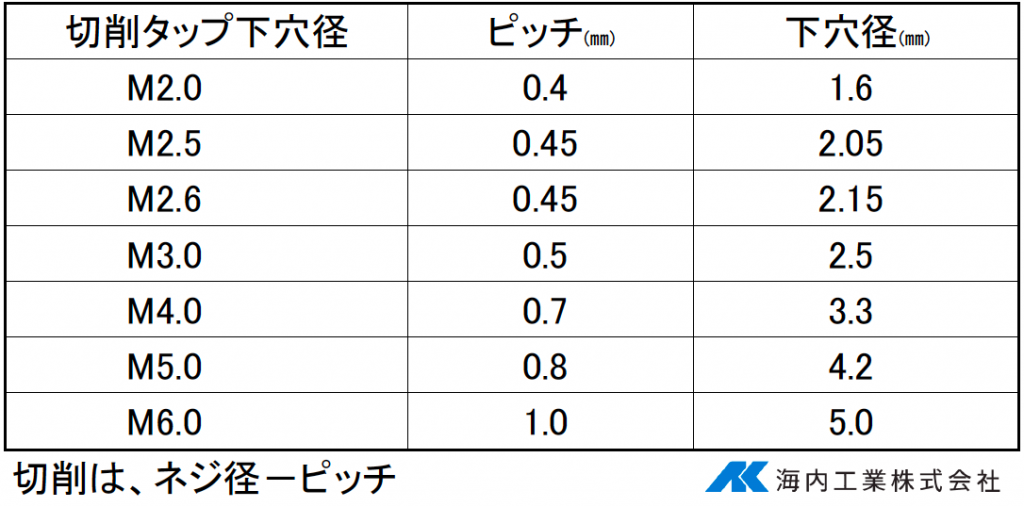
まずは、切削タップの下穴 上の表のようになります。
下穴の径の大きさですが、下記のように覚えると良いと思います
タップ径 − ピッチ = 切削タップの下穴径
になります。
ピッチを忘れてしまいそうですが・・・
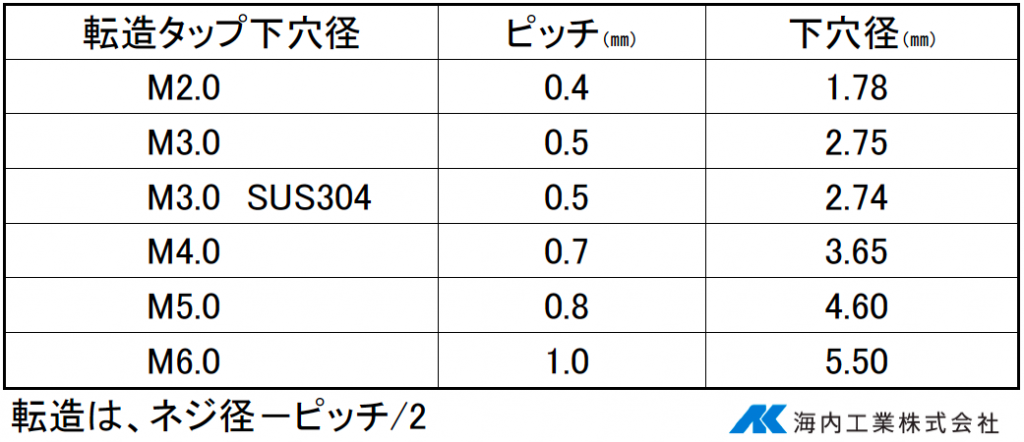
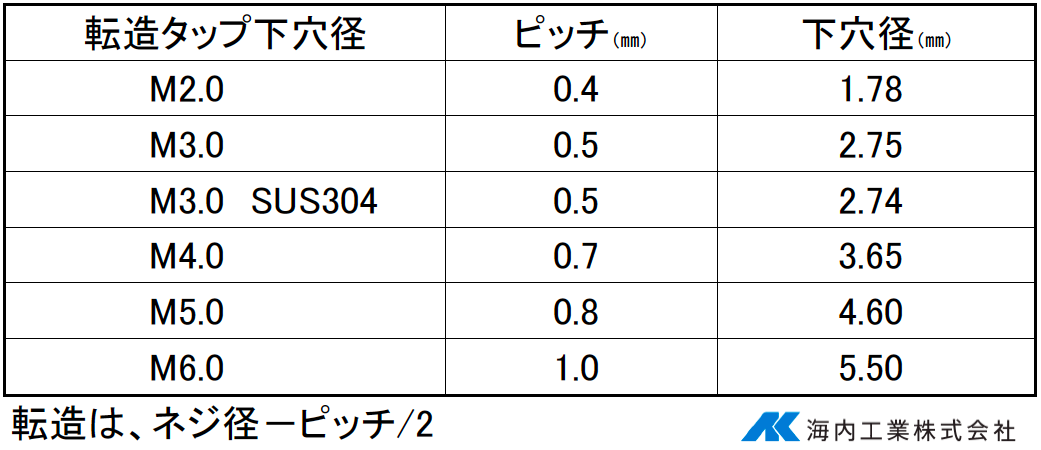
続きまして、転造タップの下穴径です
こちらは、1/100㍉単位のシビアな管理が必要になります。
下穴の加工は、NCTなどの金型加工になります。
こちらは下記のように覚えましょう
タップ径 − (ピッチ ÷ 2) = 転造タップの下穴径
転造タップの方が、加工の際に、切粉が発生しなかったりと
メリットはあるのですが、こういった精度の管理が必要になります。

設計の際は、3次元CADが多いと思います。
この際に、M3をΦ3.0で描いたりすることが
多いのかもしれませんが 間違いが起こりやすいので、
下穴径を把握して、こちらの寸法で描いておくと
指示を間違えた際でも、加工先で気がつくことがあると思います。
他、ネジや穴加工に関しての記事はこちら
さらに詳しく知りたい方へ
インターン生募集しています
進化する町工場へインターンしてみたい大学生がいましたら是非!
共に技術の追求、精密板金の可能性を広げていきましょう!