
曲げ加工のボトミングとコイニングに関しての問い合わせをたまにいただきます。
海内工業では、基本的に、曲げられる物は、コイニングの加工で曲げております。

2014年の古い動画になってしまいますが、参考動画です。
コイニング
コイニング加工は、精度が良い加工ができますが、角度の調整がシビアであったり
金型にかかる負担が大きくなります。
また、曲げ幅が長い物に関しては、加工が困難です。
ボトミング
比較的、小さな圧で、曲げ加工が可能です。
ボトミングが一般的な曲げ加工になります。
違いは、アマダさんのWEBの資料がわかりやすかったので、参照ください。
https://www.ai-link.ne.jp/free/technical/ai_bending/Ai-bend.files/abc_01/3ways.htm
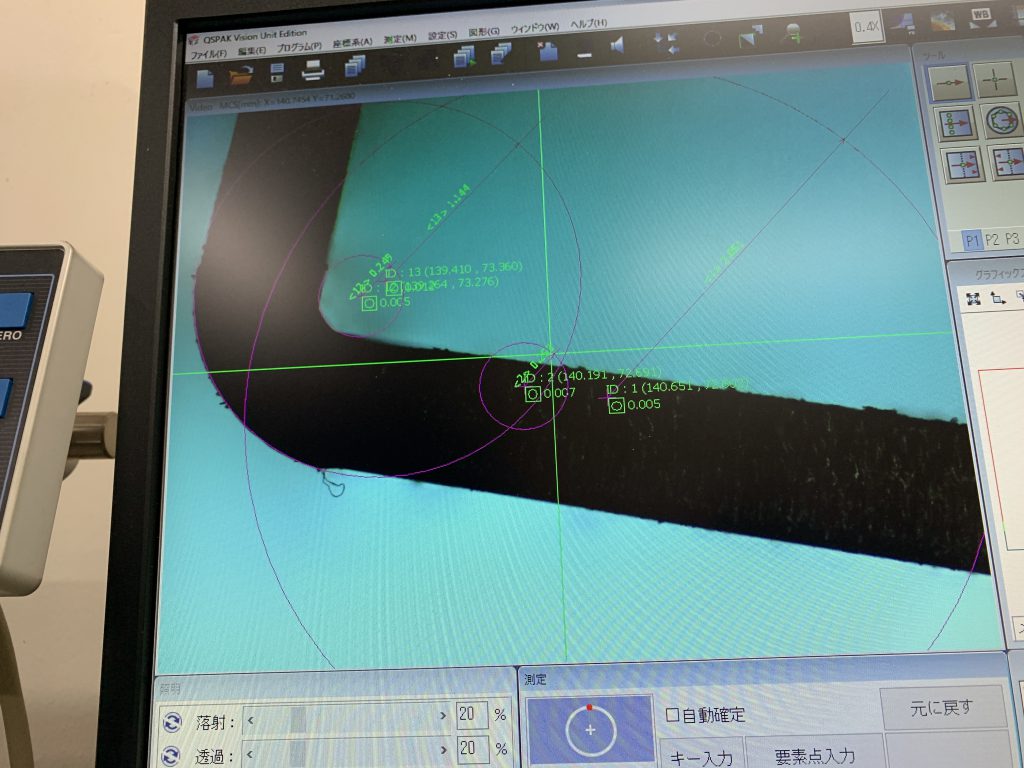
コイニングの曲げR部分の拡大
押し切っているので、曲げの内Rの部分が、金型のRに近い数値になります。
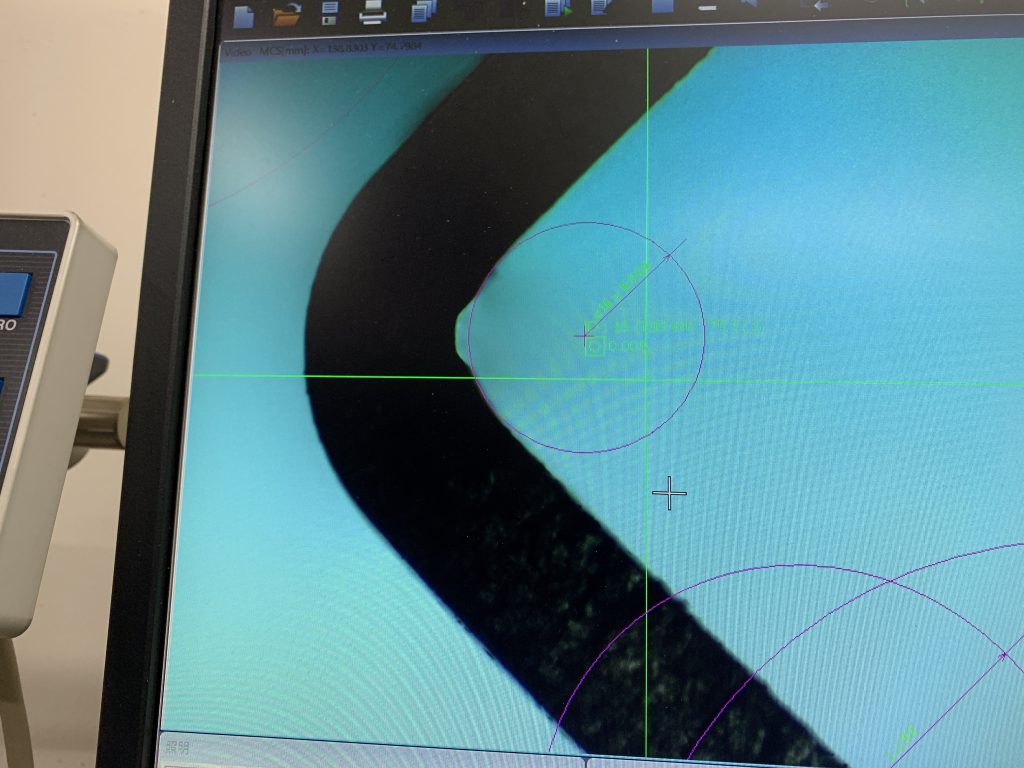
ボトミングの曲げRの拡大
金型の先端部分の後が、尖って残っているのが見えます。
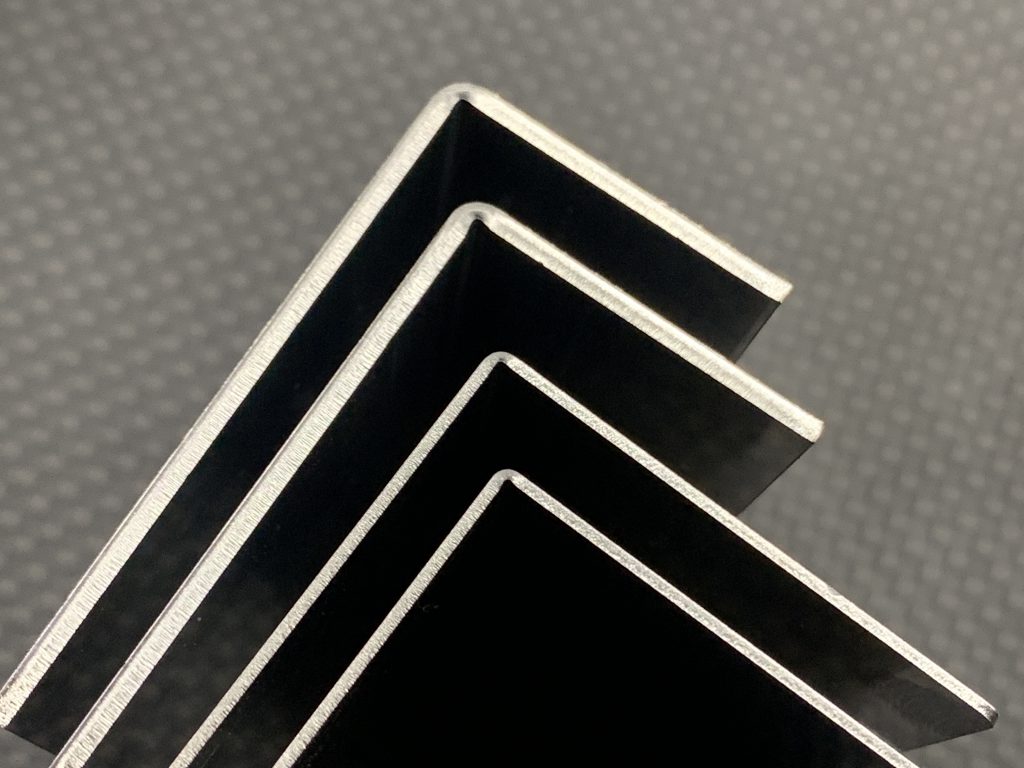
曲げRに関しての違い
曲げの外R、内Rは、板厚、上型、下型によって変わってきます。
ですので、あくまで参考値になってしまいますが、サンプルを作って、測定してみました。
SUS430 t0.8 曲げ幅 50.0mm 曲げ角度90° 上型90° 0.2R 下型V4
コイニング 外R1.10~1.14 内R0.25~0.26
ボトミング 外R1.22~1.25 内R0.55~0.58
SUS430 t1.5 曲げ幅 50.0mm 曲げ角度90° 上型90° 0.2R 下型V7
コイニング 外R1.96~2.05 内R0.25~0.30
ボトミング 外R2.33~2.35 内R1.01~1.06
精度の違いに関して
精度の部分ですが、コイニングの曲げ加工すると、角度のバラつきが少なくなります。
ボトミングの場合、同じ材料でも、抜く場所によっては、最大で、1度ぐらい変わる時があります。
対して、コイニングだと何分という精度の角度のバラつきで加工ができます。
角度がバラつきは、寸法のバラつきにつながります。
精度に関しては、また加工実験した際に、データ公開できればと考えています。
お問い合わせは、こちらから
Skype、Zoom、hang out Meet 、各種対応しますので、お問い合わせの際に、
「オンライン打ち合わせ希望」と書いて送っていただければと思います。
精密板金の設計などにお悩みの方は、下記の記事を参考にしていただけると幸いです。
さらに詳しく知りたい方へ

